Waste management in recent decades has left us and future generations with an untold number of environmental bombs that could explode at any moment. The landfilling of untreated waste is coming to an end and the ecologically and economically sound thermal treatment is beginning. The way forward for environmentally sustainable waste management is now.
More than 60 per cent of waste consists of biogenic components, which indirectly contribute to the reduction of CO2 emissions. SG Contract builds plants for the energetic utilisation of biomass and waste. These plants make a significant and valuable contribution to climate protection, while at the same time ensuring safe and legally compliant disposal.
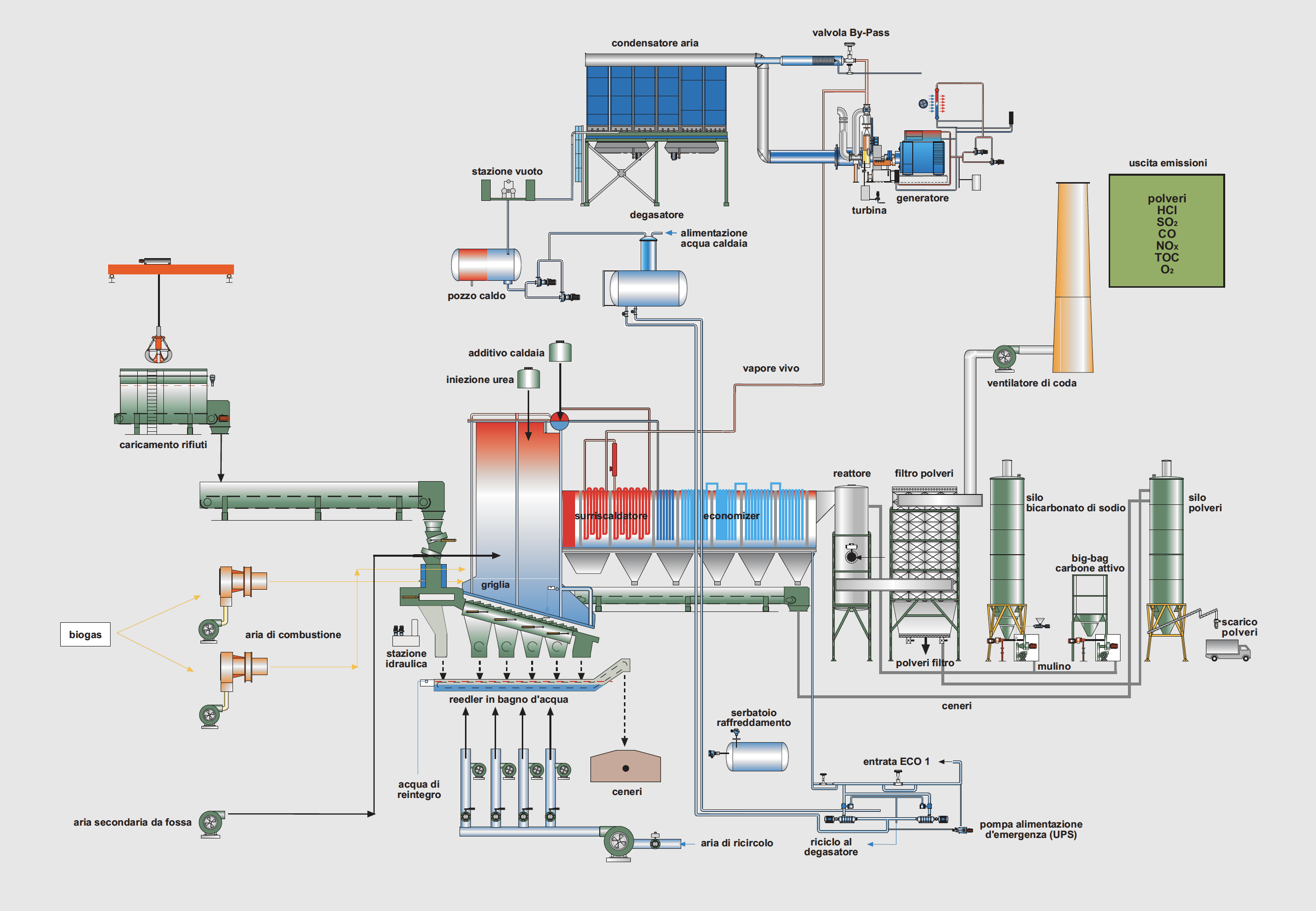
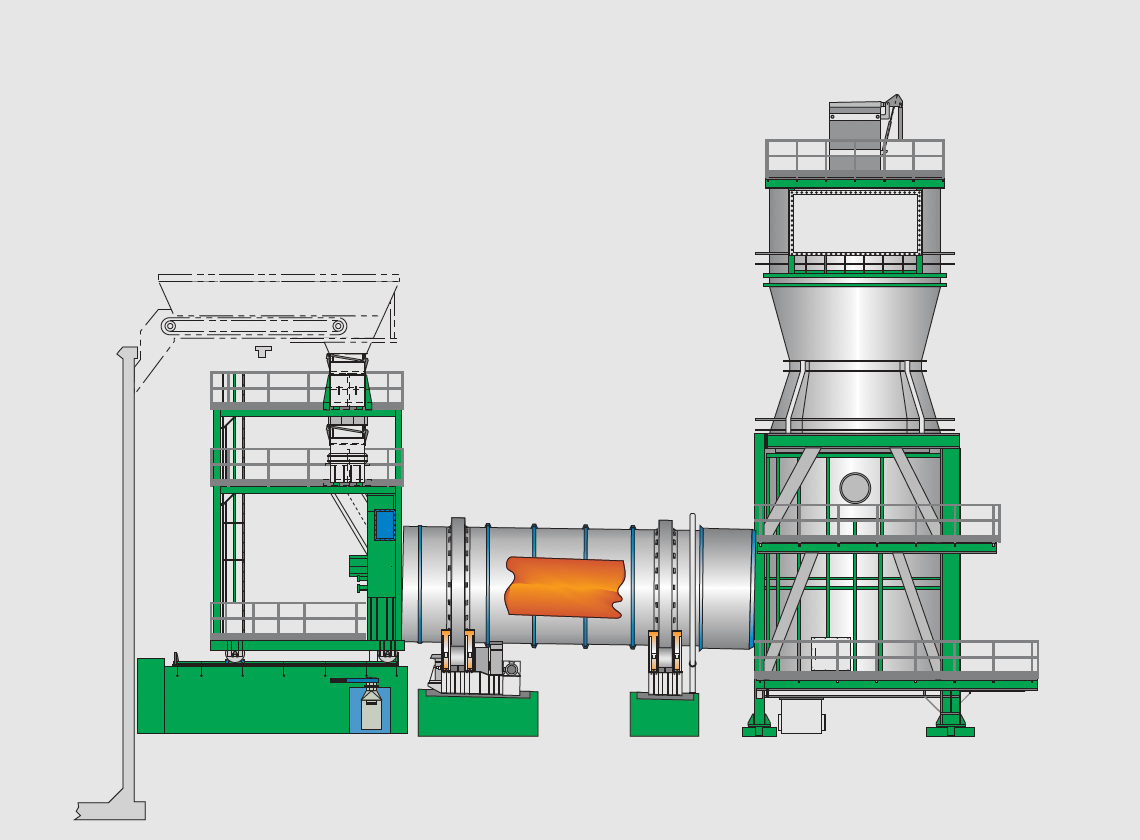
Two main elements are used in the combustion process that characterise the plants: the grate and the rotary kiln.